تجهیزات زیر آبی
هر روش جوشکاری به چهار عامل ضروری نیاز دارد:
خواص متالورژیکی جوش
انرژی لازم
محافظت از سطح جوش درهنگام جوشکاری
حذف و زدودن آلودگی ها از سطح جوش
گرمای ناشی از قوس الکتریکی این امکان را فراهم می کند، تا سطح کوچکی از فلز قطعه کار، ذوب و بریده شود، حال اگر بتوان فلز ذوب شده را از طریق فشار گاز و یا سنگینی ثقل از منطقه مذاب دور کرد، فلز قطعه کار از محل مورد نظر بریده می شود.

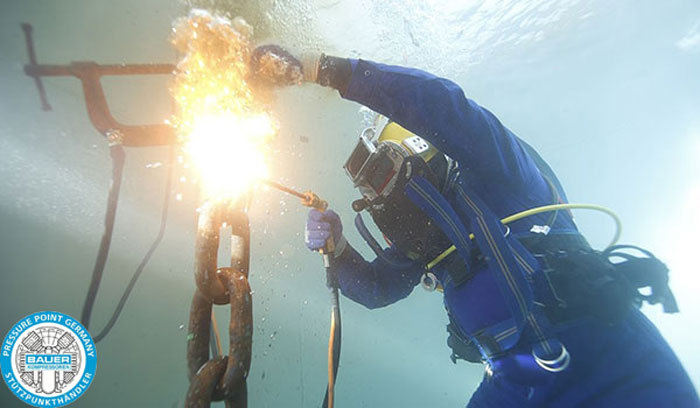
جوش و برش زیر آب با قوس الکتریکی
در این روش، از الکترود های مخصوصی که توسط لاک، پارافین، پوشش لاستیکی و غیره روپوش شده اند، استفاده می شود، البته از الکترود های اکسیدی و الکترود های پودر دار زیاد استفاده می شود. حرارت ایجاد شده در زیر آب که در اثر جوشکاری بوجود می آید، آب رابه بخار تبدیل می کند، در وضعیت عادی، از قطب مثبت برای الکترود و در حالت های استثنائی از قطب منفی استفاده می شود.
بیشتر بخوانید: قطعات کمپرسور باد پیستونی
تمام کابلهای جوشکاری باید در برابر رطوبت و نفوذ آب کاملاُ عایق شوند، ولتاژ آزاد یعنی ولتاژ در حالی که جوشکاری انجام نمی شود، در ولتاژ مستقیم باید تا حدود 65 ولت (حداکثر 65 ولت) محدود شود.
در این روش، استفاده از جریان متناوب مجاز نمی باشد. سیستم ذوب الکترود و کار با آنچه که در هوا یا اتمسفر وجود دارد متفاوت است. آب اطراف الکترود را می گیرد و قشر خارجی قوس را خنک می کند. جریان به مقدار زیادی در قوس الکتریکی اضافه خواهد شد.
در مرحله اول، هسته یا مرکز الکترود ذوب می شود، در حالی که اطراف الکترود به صورت پوسته ثابت می ماند، مجموعه قوس الکتریکی از یک قوس الکتریکی داخلی و یک قوس الکتریکی قابل دید تشکیل شده است. سیستم جوشکاری گاز کربنیک محافظ، را می توان در زیر آب استفاده کرد. هر چقدر نمک آب دریا بیشتر باشد، به همان نسبت جوشکاری و یا مدار جوشکاری راحت تر خواهد بود.
در مورد کلیه سیستمهای جوشکاری باید دقت شود که آب اطراف محل جوش، باعث آبگرفتگی و تغییر فرم اتصالات جوشکاری نشود. برای جوشکاری لوله در زیر آب، یک اطاقک مخصوص طراحی می شود تا بتوان به راحتی تا عمق 300 متر در محیط خشک جوشکاری کرد. جوشکاری با اطاقک برای لوله های با قطر 500 میلیمتر که در زیر آب برای انتقال نفت یا مواد دیگرمورد استفاده قرار می گیرد، استفاده می شود.
این نوع جوش در کشتیها، لوله های زیر دریایی، دکل های آبی، سدهای هم سطحی جزایر و یا دکل های حفاری چاه نفت و یا پایه های پل ها و نیز قسمتهای اسقاطی زیر دریا نظیر کشتی های غرق شده بکار می رود. ایرادی که در این نوع جوشکاری وجود دارد، نبودن هوا و ازدیاد فشار زیاد موجود در زیر آب و ترکیبات شیمیایی آب است.
بیشتر بخوانید: سیلندر کمپرسور 2000 لیتری فشار قوی
روش برش فولاد و یا آلیاژهای دیگر در زیر آب، با استفاده از مخلوط احتراق اکسیژن و هیدروژن، شعله با سپری از هوا که توسط کلاهک ایجاد می شود، محافظت می گردد. روش های مختلف جوشکاری زیر آب بعضی به صورت خشک و بعضی به صورت خیس انجام می شود.
برشکاری زیر آب
در زیر آب می توان می توان از قوس الکتریکی و الکترود توخالی و جوشکاری پلاسما استفاده کرد. در مورد برشکاری زیر آب و در محیط آزاد، می توان از برشکاری اکسیژن فشرده استفاده نمود. ضمناً از سیستم های برشکاری با اکسیژن – هیدروژن و یا هوای فشرده، برشکاری با اکسیژن- استیلن و یا هوای فشرده و برشکاری با اکسیژن و بنزین نیز می توان استفاده کرد.
معمولا هوای فشرده توسط اکسیژن جایگزین می شود. برای جلوگیری از مخارج اضافی تشکیلات هوای فشرده، روشن شدن مشعل زیرآب انجام می شود. ضمناً می توان با وسایل الکتریکی نیز مشعل را روشن کرد.
برشکاری با الکترود توخالی زیر آب
در برشکاری با الکترود توخالی زیر آب از جوشکاری و برشکاری قوس الکتریکی زیر آب استفاده می شود. در صورت نیاز، الکترودهای ذغالی و سرامیک به کار خواهد رفت. از الکترودهای میله ای مخصوص از فولاد به قطر 5 میلیمتر و گاز محافظ در اطراف الکترود نیز استفاده می شود.
بیشتر بخوانید: تعمیرات کمپرسور
برای جوشکاری پلاسما در زیر آب، دستگاههای مخصوصی ساخته شده، که به وسیله ی مخلوط گازها ( آرگون، ئیدروژن و ازت) کار می کنند. فشار گازهای محفظ متناسب با عمق آب که برشکاری درآن انجام می شود، انتخاب و برای هر 10 متر عمق، بار زیاد می شود.
انواع فولادهای ساختمانی، مقاوم، آلومینیوم و آلیاژهای آن، مس و آلیاژهای آن را می توان در زیر آب برشکاری کرد. این برشکاری توسط جوشکارانی که در عملیات غواصی مهارت کافی دارند و لباسهای مخصوص و مجهز به لوله های ورود هوای آزاد دارند، انجام می شود.
روش اکسی هیدروژن
روش اکسیژن قوسی که به اکسیده شدن فلزات مورد برشکاری بستگی دارد.، به دو روش فوق حرارت بر روی فلز انجام می شود، تا درجه حرارت به میزان مطلوب برسد، آنگاه اکسیژن به نقطه حرارت داده شده جریان پیدا نموده و موجب سوخت فلز می شود. هر دو روش فوق به برشکاری فولادهای کم کربنی و کم آلیاژ محدود می شوند.
روش قوس فلزی عمل ذوب بیشتر از عمل سوزاندن انجام می شود. این روش برای فولادهای مقاوم در برابرخوردگی با سایر فلزاتی که به سادگی خورده می شوند، مناسب تر است.

برشکاری اکسیژن- هیدروژن
این روش نیاز به استفاده از اکسیژن کمپرس شده و هوای تحت فشار دارد و با عمل برشکاری در هوای باز هیچ فرق اساسی ندارد، چون مشعل برشکاری عمل مشعل برشکاری استاندارد در هوا انجام می دهد. تفاوت اساسی در این است که باید برشکار زیر آب عادت کند که با فشار گاز زیاد کار کند.
بیشتر بخوانید: سیلندر گاز فشار قوی
این فشارها باید با عمق آب که کار در آن انجام می شود، افزایش یابد. این نوع برشکاری به همان روش و ابزار عادی انجام می شود، بجز شیلنگ اضافی برای رساندن هوای فشرده، برای حفاظت و ایجاد سر حفاظی اطراف عمل برشکاری؛ که به صورت حبابی در اطراف محل برشکاری ایجاد می شود.
این نوع محافظت، برای روشن نگه داشتن شعله و جلوگیری از خاموشی گاز و سوخت لازم نیست، حتی زمانی که شعله درآب غوطه ور شود. منظور از ایجاد حفاظ، نگهداشتن شعله و دور نگهداشتن آب از سطح فلزی که حرارت می بیند، می باشد. با افزایش فشار باید شدت شعله مورد نیاز نیز افزایش یابد و شعله بتواند با پس زدن آب با فشار به اطراف خود، در هر عمقی که مورد نیاز است، کار کند.
به این دلیل از گاز هیدروژن به عنوان گاز سوخت استفاده می شود. چون معمولا استیلن در فشارهای بیش از 15 پوند، خطرناک و غیرایمن خواهد بود.